La séparation par les aciers se caractérise par la pénétration d'acier en forme de coin dans le matériau qui va diviser celui-ci. La coupe avec acier est principalement utilisé pour le traitement de matériaux tendres et pour l'ébavurage.
Poinçonnage, perçage et cisaillement

| Poinçon avec porte-outil dévêtisseur |

| Système de poinçonnage SHR TOX® |

| Système de pinces modulaires |
Avec une expérience riche de plus de 40 années, notre groupe TOX® PRESSOTECHNIK s’impose comme votre expert en matière de machines et de solutions innovantes dans l’industrie traitant l’assemblage de tôles. Celles-ci vont du vérins de presse spécifique, aux pinces pour robots en passant par des machines dédiées Ainsi, nous offrons à nos partenaires un savoir-faire qualifié qui couvre une grande variété de produits classiques ainsi que des solutions idéales pour répondre efficacement et promptement aux besoins de poinçonnage au sein de votre industrie.
En principe, vous pouvez traiter ce que vous souhaitez : de la tôle, du plastique, du carton, du textile ou des feuilles.
La technologie de fabrication de nos poinçonneuses s’appuie sur le procédé DIN 8588. Grâce à celle-ci, de grandes quantités de pièces métalliques et d’autres matériaux plus fins et plus complexes peuvent être travaillés dans un délai très court. En outre, nous avons recours à ce même procédé dans le traitement de pièces semi-finies d’une part et de produits semi-finis comme les tôles d’autre part.
Notre technologie de poinçonnage TOX® PRESSOTECHNIK implique la séparation mécanique de pièces à l’aide d’arêtes de coupe. Elle s’appuie sur des méthodes de perçage comme :
La technologie de poinçonnage utilisée s’adapte aux processus de fabrication à haut rendement. Notre gamme variée de produits comprend aussi bien des pinces manuelles que des pinces robots qui exécutent différentes opérations de base.
Vous souhaitez : des coupes ouvertes ou fermées, des coupes de formage (arêtes de coupe unis/planes et robustes), un ou plusieurs trous de perçage en une course ou Perçage + alimentation + calibrage en une course ?
Nos engagement pour la qualité se traduit par des avantages pour vous :
Selon les procédés de fabrication DIN 8588, la division ou le perçage signifie la séparation mécanique sans coupe de pièces à l'aide d'arêtes de coupe. Grâce à cette procédure, de grandes quantités de pièces métalliques, ou d'autres matériaux, précises et complexes peuvent être produites dans un délai très court.
Cette procédure est ensuite utilisée pour le traitement de produits semi-finis tels que les tôles, les pièces semi-finies pour l'industrie automobile ou les pièces plastiques pour l'industrie des électroménagers.
Groupes principaux de perçage
Séparation par coupe avec acier, coupe avec deux aciers d'approche et cisaillement.
Coupe avec acier
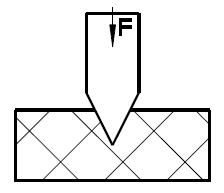
La séparation par les aciers se caractérise par la pénétration d'acier en forme de coin dans le matériau qui va diviser celui-ci. La coupe avec acier est principalement utilisé pour le traitement de matériaux tendres et pour l'ébavurage.
Coupe avec deux aciers d'approche

Contrairement à la coupe avec acier, deux aciers en forme de coin pénètrent dans le matériau. Le croquage avec une paire de pinces est un exemple de ce type d'opération.
Ce processus est également principalement utilisé pour le traitement de matériaux tendres et pour l'ébavurage.
Cisaillement
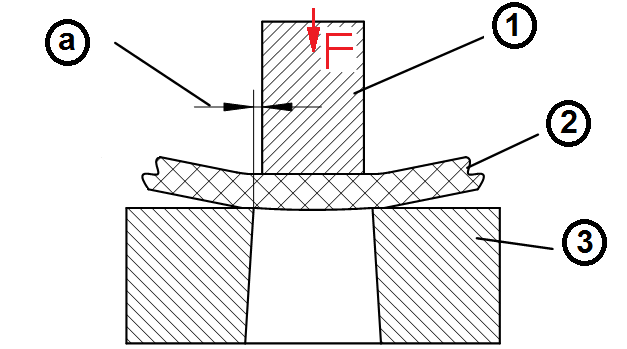
[1] Poinçon
[2] Pièce
[3] Matrice
[a] Dégagement de la matrice
[F] Effort
En vogue dans l’industrie, le processus de cisaillement est apprécié pour sa grande productivité. Pour les réalisations qui exigent le poinçonnage de tôles, nous nous appuyons sur une démarche ingénieuse de séquençage. Avec une attention particulière accordée au type de guidage, au dégagement de la matrice ainsi qu’au type de revêtement de l’élément de coupe, la configuration de notre système offre un résultat de production très satisfaisant.
Rapide, garantissant un effet optimal de cisaillement et une orientation précise, notre matrice de coupe conçue sur mesure assure également une meilleure coupe de même qu’une longue durée de vie des outils. Avec ce système, vous pourrez traiter aussi bien de la tôle, du plastique pour l’industrie de l’électroménager à titre d’exemple ou encore du carton et du textile.
Le cisaillement est le processus le plus souvent utilisé dans l'industrie, il est très productif et de grande importance commerciale. Ce processus est réalisé par deux coins coupants (au moins un) se déplaçant l'un vers l'autre. Les pièces de matériau de la surface coupante sont déplacées l'une contre l'autre. Ce processus se fait en trois étapes :
Par l'effort de coupe employé, la tôle se déforme de manière élastique, se déforme ensuite de façon plastique et commence à s'écouler. Il se produit ensuite une fissuration et le matériau se brise, c'est-à-dire se déchire. Lors du cisaillement, on fait généralement la différence entre coupe ouverte et fermée. Un exemple de coupe ouverte est le découpage d'une bande de métal (comme couper avec ciseaux). Si l'ensemble de la ligne de coupe est dans la pièce, il 's'agit d'une coupe fermée.
Un dégagement adéquat de la matrice est nécessaire pour un effet de cisaillement optimal, une grande qualité de coupe et une longue durée de vie des outils. Le dégagement nécessaire de la matrice dépend particulièrement de la force de cisaillement et de l'épaisseur de la tôle.
Dans la brochure TOX®-Systèmes de perçage, un tableau reprend les valeurs de dégagement de la matrice.
Séquence d'un processus de perçage
L'outil est monté sur une presse ou un arc de perçage.
L'outil supérieur avec le poinçon de coupe est déplacé vers la pièce par le vérin
Le dévêtisseur monté sur ressorts est positionné sur la pièce, les ressorts sont pressés ensemble.
Le poinçon de coupe touche la pièce, le vérin augmente encore l'effort.
Le poinçon de coupe pénètre dans la couche, à 1/3 de profondeur de la pièce si le dégagement de la matrice est optimal.
L'outil de perçage passe dans la matrice et provoque le relâchement soudain du système d'entraînement. Ce relâchement dans la tension de la pression est également appelé « impact de coupe ».
L'outil de poinçonnage est déchargé.
Une bonne qualité de coupe d'un outil dépend du :
La configuration de construction et le mode d'opération d'un outil de coupe ont une influence décisive sur le résultat de la production. Entre autres, une différenciation se fait par le type de guidage. Il y a trois types essentiels de guidage pour les outils de coupe.
L'ingénieux système modulaire de TOX® PRESSOTECHNIK fournit des solutions complètes pour pratiquement toutes les applications de poinçonnage. La configuration du système requis pour l'application se fait par sélection des composants adéquats.
Ils sont la base d'un système de presse, qui peut être conçu grâce au Navigateur de système.
Calcul des machines de poinçonnage
Pour définir la taille d'un système, il est nécessaire de calculer l'effort de coupe.
Fs= ls x s x ks
Fs = effort de coupe
ls = longueur de coupe
s = épaisseur de la couche
ks = force de cisaillement (environ 0,8 x Rm)
Rm = résistance de tension du matériau
Pour la conception de pinces ou d'outil, une valeur de sécurité d'environ 20 % doit être ajoutée.
Les aciers biseautés peuvent considérablement réduire l'effort de coupe nécessaire. Les angles ne peuvent toutefois pas excéder 10 °.
Si l'effort de coupe total excède 25 kN, des mesures doivent être prises.
Polyvalent et flexible, le processus de clinchage TOX présente de grands avantages pour le poinçonnage industriel. En effet, sa flexibilité se montre très efficace dans l’assemblage de tôles de différentes qualités, de différentes faces et de différentes épaisseurs. La technologie vous permet également, en ce qui concerne vos besoins de poinçonnage de métaux, d’effectuer d’innombrables combinaisons de matériaux comme l’acier, le cuivre, le laiton et l’aluminium.
Son excellente conductivité électrique surclasse, de loin, le processus d’assemblage classique et s’adapte parfaitement aux modules et dispositifs électriques. Son assemblage à froid s’exécute sans apport supplémentaire, conserve l’intégrité de la pièce et protège les revêtements de surface intacts.
Dans le domaine du poinçonnage, notre entreprise TOX PRESSOTECHNIK reste à votre écoute et ne cesse d’apporter des solutions les unes aussi innovantes que les autres en vue de vous garantir la pleine satisfaction et la meilleure expérience avec nos équipements. Dans ce cadre, notre groupe associe les décideurs à la chaîne de création des matrices.
Nous mettons également à votre disposition une équipe d’assistance technique et pédagogique. Ceci se traduit par des formations exhaustives de votre personnel d’exploitation sur l’emploi spécifique de nos équipements de poinçonnage. Par ailleurs, nous offrons un accompagnement en début de production tout comme des services de maintenance.
Alors, si vous voulez vous doter de technologies de dernière génération pour votre poinçonnage, exigez la qualité en nous contactant dès maintenant.

|
Contact
FR: +33 1 60100862
Formulaire de contact
|
|
Cookie Information
Afin de présenter de manière optimale les contenus de notre site Internet, nous utilisons des cookies. Vous pouvez empêcher l'installation de cookies ou les réguler dans les paramètres de votre navigateur. |